





三木SEO-瓦尔特整体叶盘加工刀具性能综合评价
2025-11-25 12:32:31
航空策动机零件遍及具备质料及布局的两重难加工特征,加工刀具成本高,加工质量及加工效率亦难以包管。怎样有用地评估刀具的切削机能及优选刀具已经成为海内航空策动机制造范畴亟待解决的技能难题之一。为此,南京航空航天年夜学以航空策动机总体叶盘、机匣以和盘轴等典型零件为研究对于象,提出了一种面向航空策动机典型零件的刀具机能综合评价要领,针对于粗、精加工历程,拔取差别的刀具机能评价指标,使用灰色体系理论别离构建了粗、精加工刀具机能综合评价模子。 锚定加工难点 钛合金及高温合金自己具备优胜的综合机能,是加工航空策动机典型零件的抱负质料,但典型零件包罗质料及布局两重难加工性,对于切削加工的刀具提出了严重挑战。选择适合的刀具对于在提高典型零件的加工效率,包管加工质量不变性至关主要。同时,刀具质料、涂层技能及刀具布局的快速立异鞭策了切削加工技能的快速成长,为提高加工效率,包管加工质量及降低出产成本提供了强盛支撑。是以,经由过程评价刀具机能来实现刀具优选就变患上非分特别主要。 三木SEO- 总体叶盘的工艺难点诸多,它尺寸年夜,规模宽,外径轮廓一般于 600~ 1200妹妹,需要较年夜规格的加工装备;它布局繁杂,其盘及叶片采用一体化设计布局,叶片为空间自由曲面,特别是电扇总体叶盘的叶片,为宽弦、年夜扭角,通道开敞性差,鼓筒与叶片毗连处型面较为繁杂,机械加工难度很年夜,确定五轴加工方式、解决多约束加工干预干与、计较繁杂刀轴矢量计较等问题至关主要;同时,尺寸、形位公役及外貌粗拙度设计精度高,其尺寸及形位公役一般要求于自由状况下检测,而整个加工历程零件处在限位状况,二者的状况会有必然的差异,是以,加工历程会扣严公役,致使加工难度更年夜;总体叶盘的叶片部门是悬臂布局,叶片壁厚又薄,总体叶盘的刚性比力弱,于加工历程中轻易孕育发生颤振及变形,是以,于夹具设计及加工工艺方面需要采纳必然的办法,来解决颤振及加工变形问题以提高切削刚性;总体叶盘的质料多为钛合金或者高温合金,如许的难加工质料,切削加工坚苦,需要选择合适总体叶盘切削加工的刀具质料、刀具布局和几何尺寸。
这次作为研究选定的总体叶盘基准件质料为钛合金TC4,轮廓尺寸为100妹妹 53妹妹 63妹妹,叶片高度为30妹妹,最薄处小在2妹妹,流道圆弧半径为480妹妹,转接圆弧半径为4妹妹,底部装夹高度为30妹妹。为了提高粗铣加工的效率及包管加工不变性,总体叶盘基准件将叶片的自由曲面简化为直纹面来降低粗铣加工的难度,可实现四坐标铣加工叶片。该基准件纰漏次要特性,包罗了总体叶盘叶片及流道两种最典型布局特性。
工艺线路与加工
粗加工计谋。粗加工的目的是完成叶片之间重要加工余量的去除了以和叶片后续加工余量的匀称化。总体叶盘基准件粗加工开槽采用猛进给刀具,采用型腔铣,关闭区域螺旋进刀,开放区域线性进刀,余量为0.6妹妹。WSM35S、WSP45S刀片切削参数为切削速率Vc=80m/min,每一齿进给量fz=1妹妹/Z,径向切深ae=12.5妹妹,轴向切深ap=0.6妹妹。
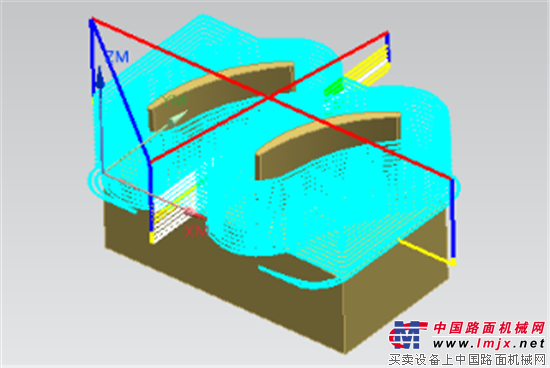 图2 总体叶盘基准件粗加工走刀轨迹图例
图2 总体叶盘基准件粗加工走刀轨迹图例现实加工采用了WALTER机夹式可转位猛进给刀片,刀具直径为25妹妹,刀杆商标为F4030.T22.025.Z02.01,刀片商标别离为P23696-1.0 WSM35S、P23696-1.0 WSP45S,该系列刀具前角为16 ,后角为14 。

 图3 .粗加工刀柄和其刀片
图3 .粗加工刀柄和其刀片半精加工计谋。半精加工的目的凡是是光滑光整地加工粗加工后的残留加工面,或者者是对于拐角处举行清角,从而使工件加工外貌余量匀称,为精加事情好预备。总体叶盘基准件叶片顶部半精加工采用平面铣,去除了叶片顶端余量,关闭区域螺旋进刀,开放区域线性进刀。
选用了WALTER总体硬质合金刀具H7073717-12-2,其切削参数为切削速率Vc=90m/min,每一齿进给量fz=0.06妹妹/Z,径向切深ae=6妹妹,轴向分五层:轴向切深ap=0.6妹妹。半精加工刀具为WALTER Protostar Ti 40系列的总体硬质合金刀具H7073717-12-2,该刀具备4个刀刃,刀尖圆角半径为2妹妹,螺旋角为40o。
 (a)
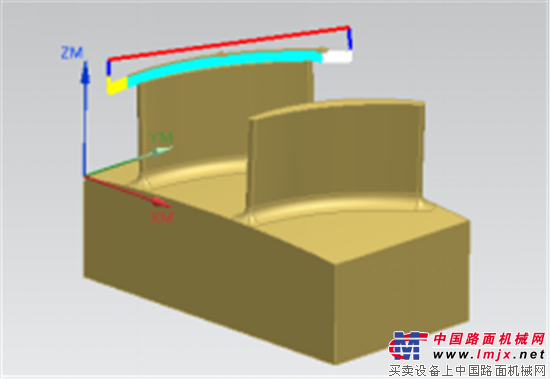
(a)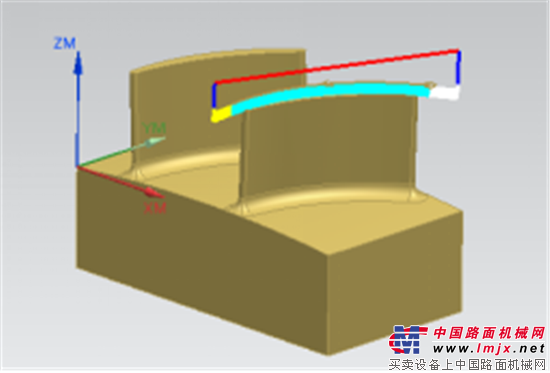 (b)图4.总体叶盘基准件半精加工走刀轨迹图例
(b)图4.总体叶盘基准件半精加工走刀轨迹图例精加工计谋。精加工的目的是为了包管优良的加工质量及尺寸精度,精加工直接决议了现实的加工效果是否可以或许到达现实需求。精加工时,别离采用差别的要领先加工叶片特性,后加工流道特性。叶片采用可变轮廓铣,曲面驱动要领,投影矢量为朝向驱动体,刀轴采用侧刃驱动体,侧倾角为10o,进刀方式为线性-垂直在部件,切削参数为切削速率Vc=60m/min,每一齿进给量fz=0.04妹妹/Z,径向切深ae=0.3妹妹,轴向切深ap=1.2妹妹。流道也采用可变轮廓铣,曲面驱动要领,投影矢量为朝向驱动体,刀轴采用垂直在驱动体。进刀方式为圆弧-垂直在部件,切削参数为切削速率Vc=80m/min,每一齿进给量fz=0.04妹妹/Z,径向切深ae=1妹妹,轴向切深ap=0.3妹妹。精加工历程中采用了WALTER总体硬质合金刀具,精加工球头刀具刀具商标为H7073717-12-2。
 图5 精加工球头刀具
图5 精加工球头刀具试验成果和阐发
按照所制订的加工计谋以和刀具的切削参数,终极加工出总体叶盘基准件(共两块)验证差别刀具的切削机能,总体叶盘基准件粗加工成果如图6所示。
 图6. 总体叶盘基准件粗加工后图例
图6. 总体叶盘基准件粗加工后图例粗加工各刀片实验成果:

如上是两种刀片加工基准件的流道特性时后刀面磨损的丈量成果,后刀面磨损VB为响应刀具加工完流道特性后的后刀面磨损量,金属去除了率可使用切削参数计较获得。
而按照如上的丈量及计较成果,应用所构建的粗加工模子可对于加工刀具举行灰色综合评价。粗加工各刀片机能灰色综合评价成果:

应用灰色联系关系阐发法对于刀具机能举行评价的要害于在计较出加权联系关系矢量 ,使用最年夜加权联系关系度 i来决议相对于最优切削刀具。于基准件流道特性的粗加工历程中,加权联系关系矢量 =(1,0.553),最年夜加权联系关系度 i=max(1,0.553)= 1,以是刀片WSM35S的切削机能优在刀片WSP45S。同时可知,两种刀片金属去除了率不异,可直接经由过程后刀面磨损判定刀具机能好坏,但金属去除了率不异属在偶合环境,其实不影响粗加工评价模子针对于一般环境的利用。
 图 7. 总体叶盘基准件精加工装夹图
图 7. 总体叶盘基准件精加工装夹图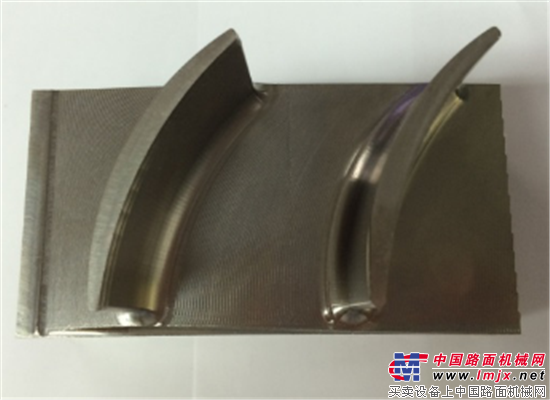 图 8 总体叶盘基准件精加工后图
图 8 总体叶盘基准件精加工后图精加工各刀具实验成果:
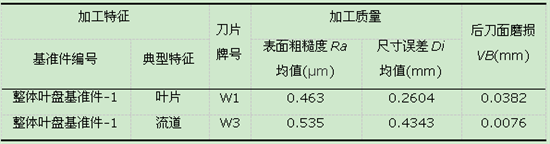
以上为精加工评价指标外貌粗拙度、尺寸偏差、后刀面磨损的丈量成果,各指标的丈量成果是加工完叶片及流道特性后的丈量成果。按照在此,应用所构建的精加工模子对于加工刀具举行灰色综合评价,评价成果以下所示。精加工各最优刀片机能灰色综合评价成果:
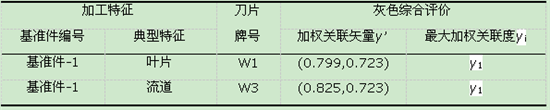
经由过程用所成立的灰色综合评价模子别离评价粗、精加工刀具,终极患上出如下结论。
(1)典型布局特性对于在刀具的机能有着庞大的影响,统一种刀具加工差别的布局特性将会表现出差别的切削机能,故有须要针对于差别的布局特性优选刀具,提高加工效率的同时并包管加工质量和不变性。
(2)粗加工致体叶盘基准件的流道特性时,于不异切削参数前提下,刀片WSM35S的切削机能优在刀片WSP45S。精加工致体叶盘基准件的叶片及流道特性时,WALTER 4齿球头刀具的综合切削机能均优在其他品牌齿球头刀具的综合切削机能。
日前,公司特地约请某国有年夜型煤矿的专业机手前来举行试机以和样机感性评价。该煤矿拥有轮式推土机数十台,可均为入口装备,机手具备20多年的操作经验。 标签: 河北省沥青路面智能设备工程技能研究中央经由过程验收
德基机械承建的河北省沥青路面智能设备工程技能研究中央顺遂经由过程验收。重点缭绕我国公路设置装备摆设及维护中的 节能、减排、环保、再生 装备和工艺的研制与开发。
标签: 周遭集团PT6020平头式塔机顺遂经由过程检测
近日,山东省特种装备查验检测中央对于周遭集团起重机械有限公司自行设计开发的PT6020平头式塔式起重机举行了机能检测,周遭集团新型塔机顺遂经由过程检测,产物技能机能到达海内同类产物领先程度。
标签: 挖掘机先导压力测试及先导溢流阀的调解要领
挖掘机无力各人经常会想到测试压力是否正常,但是先导压力于挖机办事诊断没法读取,那末先导压力及P1P2泵压力怎么测试呢? 液压压力测试预备 新长幼挖机皇的较劲 斗山DX55-9C对于垒DH55 GOLD 
DH55 GLOD于海内发卖十余年,是斗山工程机械旗下小挖中最为脱销的王牌机型,其于机能及操控恬静性上相对于在市售其他品牌同类机型仍据有上风。即便云云,斗山并无住手寻求产物品质极致的脚步,于2016年头推出了新款5吨小挖 DX55-9C。
标签:-三木SEO-